Templer Natursteinwerk GmbH
Many stonemasonry companies have gradually acquired various large machines and set them up where there was space, and less often where it would make sense for the operational processes. Thanks to the help of machine manufacturers, chaotic processes can now be a thing of the past. And anyone currently thinking about investing in machinery should also consider the interlinking of the individual machine work steps with the help of their machine suppliers.
Customer
Templer
Country
Germany
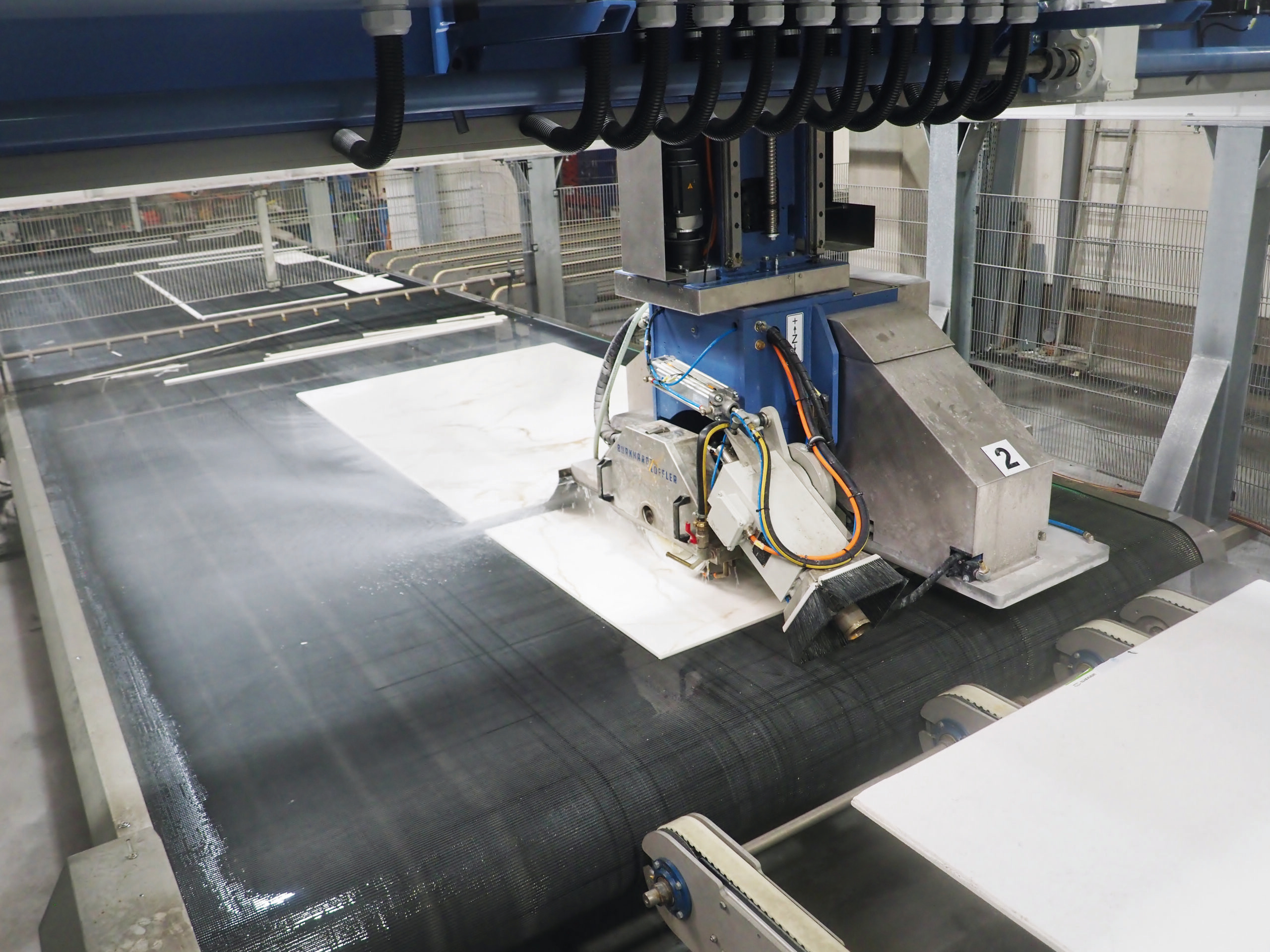
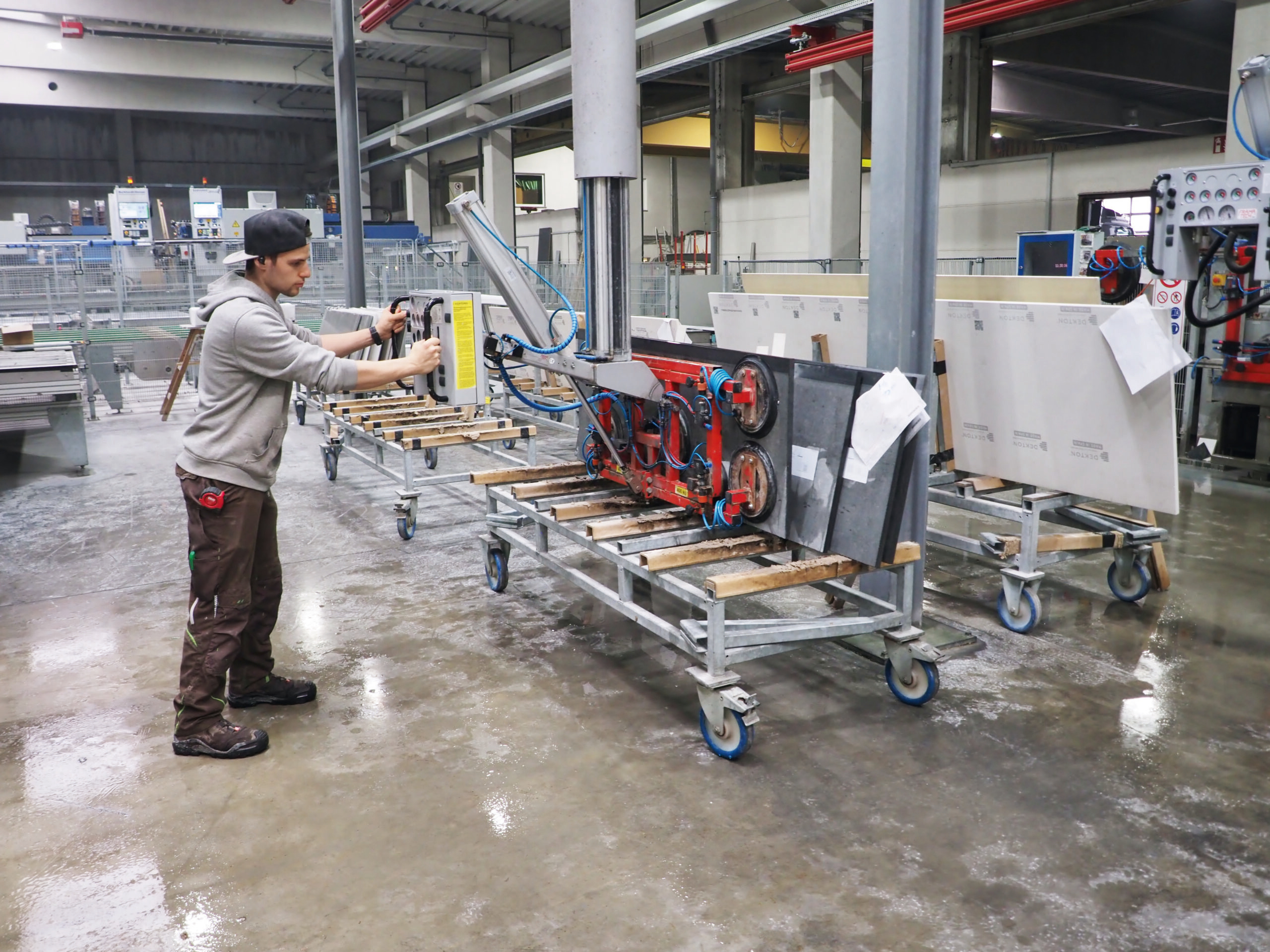
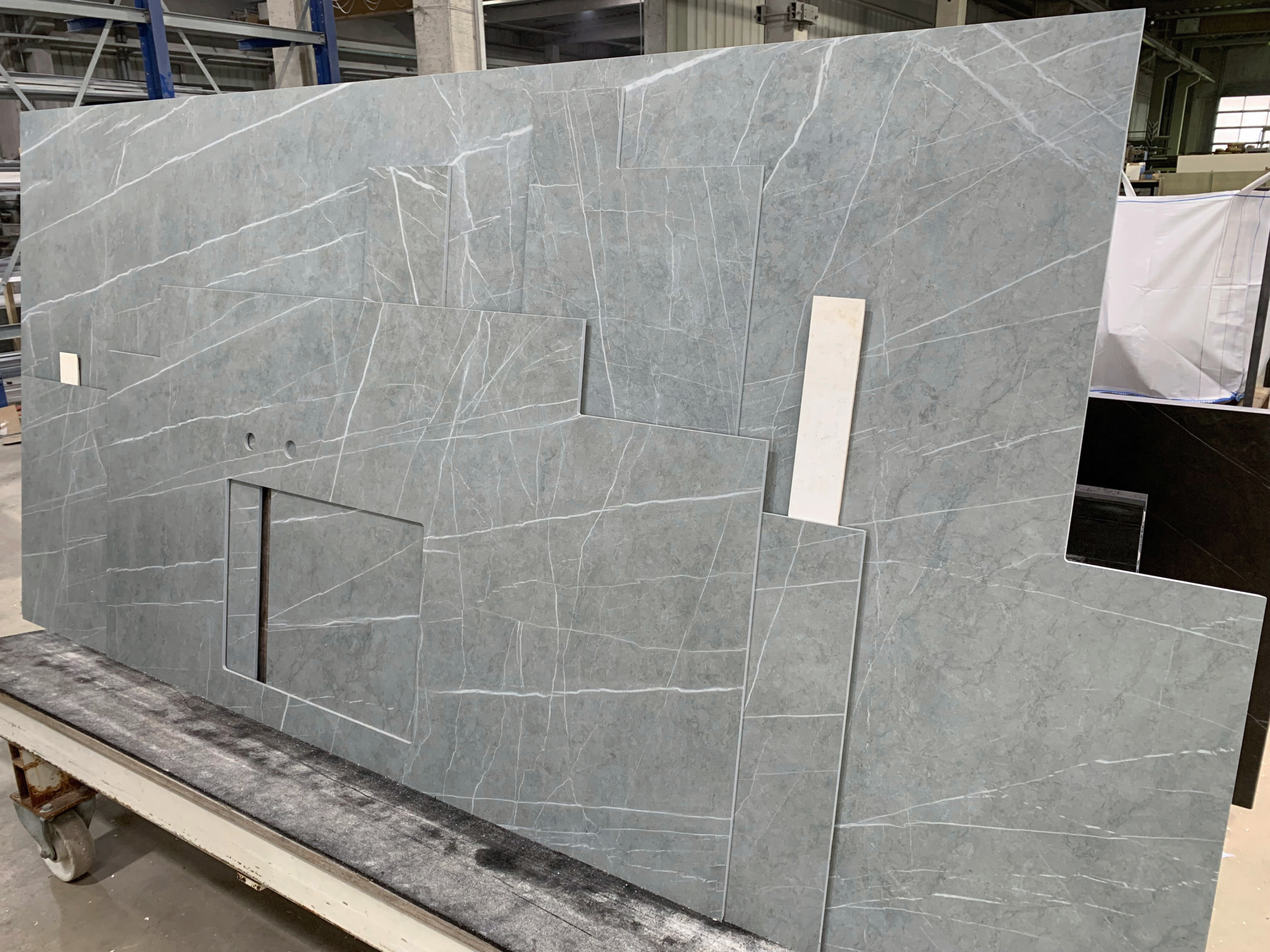
Machines
Waterjet cutting machines,turntable machines,
KSL 100,
CSA 598