STEIN: Mr. Langhans, in contrast to other companies, the Baumann Group began working on the interaction of machines for process automation at an early stage. Is this worthwhile in an industry as small as stone processing, where the majority of processing companies do not have the necessary machinery?
Steffen Langhans: It is definitely worthwhile. You can’t just look at the German market, you have to keep an eye on global developments, which have also been moving slowly in recent years. And our focus – with only one real competitor – gives us a truly unique selling point. Other countries, such as Australia, are much more open to automation. There are more assembly lines in Perthalleine than in the whole of Germany. Some of these are small stonemasonry companies, all former stand-alone machine customers who have improved their horizons and product diversity enormously thanks to process automation.
What needs to be considered when equipping machines for automated production?
My motto has long been line production. For an optimal material flow, it is advisable to network the machines with each other in a process-oriented manner, naturally with intelligent control software. This still happens too rarely in Germany, but it is what enables growth. I can provide a lot of advice here, as I have taken a close look at the large timber plants. The wood sector is at least 15 years ahead of stone processing in terms of automation – the same applies to glass production. We can and should take our cue from here, except that unlike wood, we are dealing with wet processing. The software is just as important as the automation. The machines must communicate with each other and be coordinated in such a way that they promote the production flow instead of blocking each other.
What planning steps do you and your customers of different sizes need to consider in order to ensure smooth production?
New halls would actually have to be built. In Germany, investments in machinery over the years have led to fully grafted workshop halls in growing companies. The lack of space and the incorrect arrangement of the machines then prevent efficient line production from the raw panel to the finished workpiece. A rethink is needed here: in my opinion, it would do one or two companies good to build a new, structured building on a greenfield site with sufficient space and then sell off their existing cramped production facility. This would also have the advantage that production could continue unhindered until the new production facility is operating reliably. Smaller stone processors should start automation step by step. In the first step, it is important to have a saw that can be expanded in all directions. At Burkhardt-Löffler, for example, everything can be retrofitted – from the drilling unit to the water jet system. In the second step, a CNC machining center could then be integrated – naturally also on the software side. If you keep an eye on the production flow from the outset and ensure smooth processes here, additional machines can also be added without any problems. However, without the line alignment and the space required for this, you cannot equip a company for the future. We generally develop the company-specific production solution together with our customers. Burkhardt-Löffler is known for not imposing a concept on customers, but developing customized solutions. That’s why there are no two identical systems from us anywhere in the world, only identical components.
Are you already dealing with the requirements of digitalization in production, i.e. the intelligent networking of machines and processes?
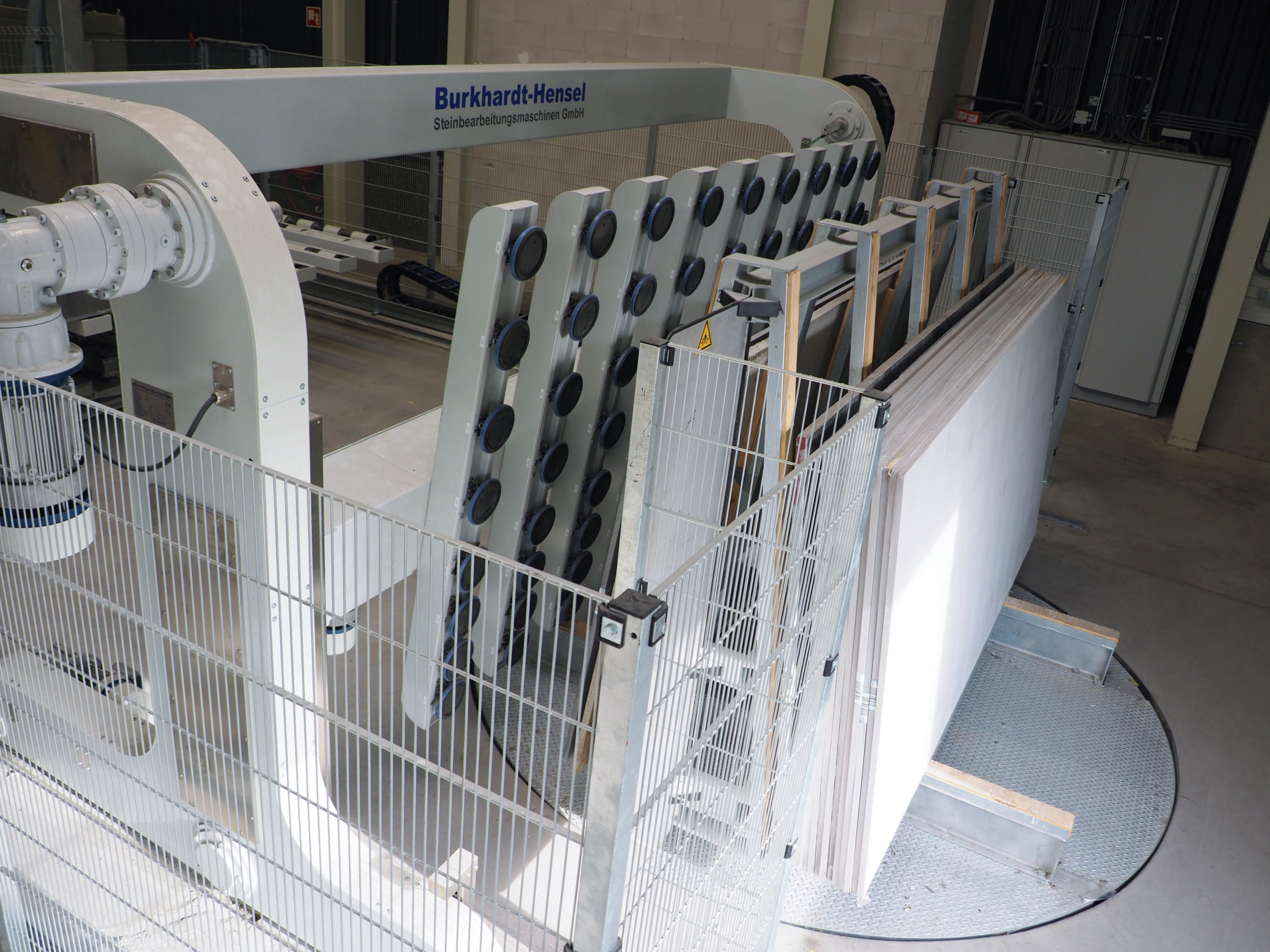
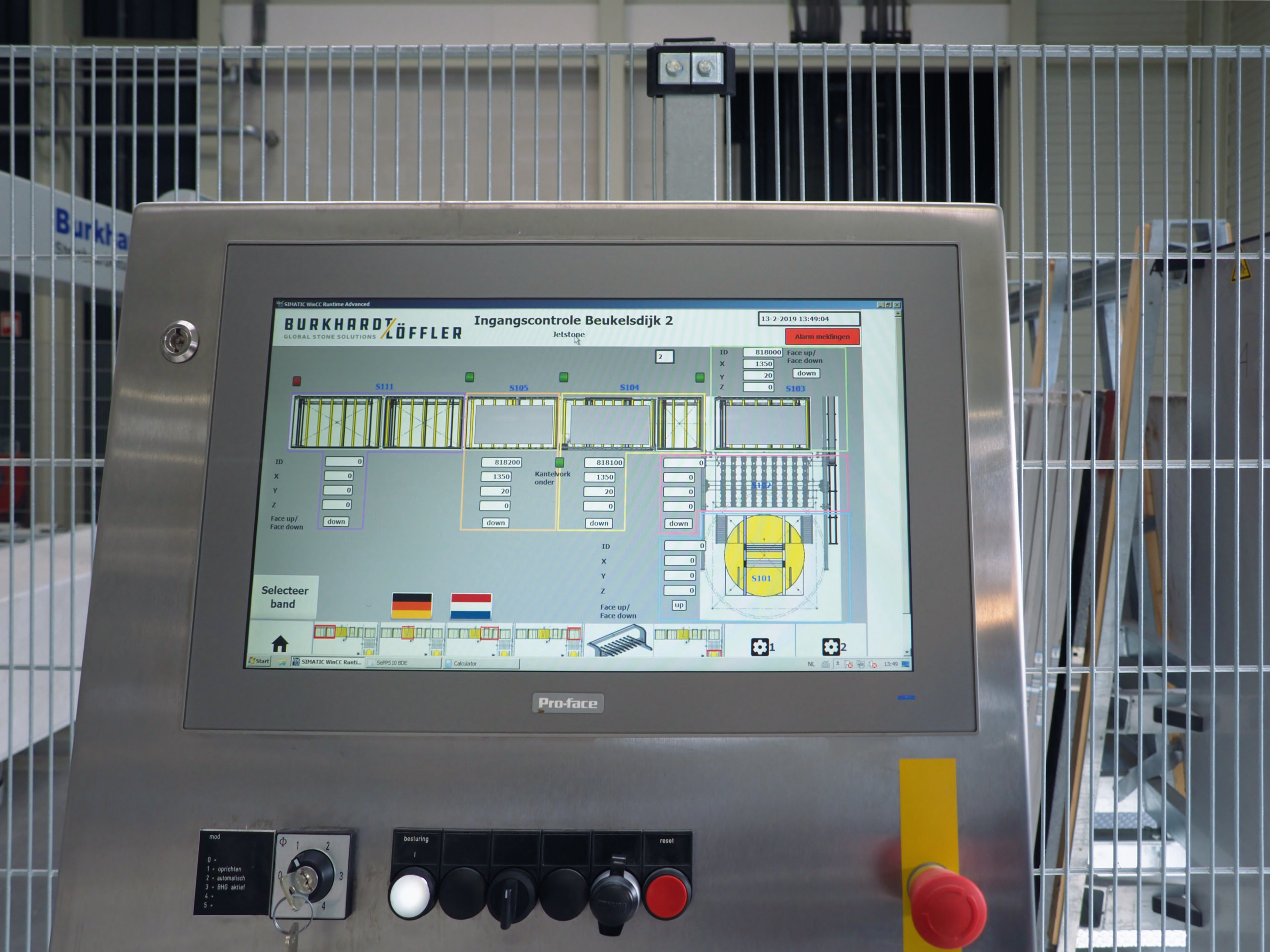
Digitalization is now standard everywhere in an automated production plant. In contrast to other industries, however, we have to deal with a lot of dirt and water in stone processing. Robots for loading and unloading, for example – as used in the timber industry – are susceptible to this. The same applies to IT control cabinets. In our industry, I recommend building bridges that offer protection against dirt and moisture. At Jetstone, we have positioned all the workstations of the new automated production line and the control cabinets on bridges above the machines and regulate loading and unloading with air; the vacuum suction cups, manipulators and suction fields provide us with sufficient stability.
What can we expect in our industry over the next few years in terms of automated production processes?
In ten years, we may have made up five to seven years of the wood industry’s lead. I wish there were more companies like Jetstone in Europe or Lechner in Germany. Then it should be possible. And I am optimistic that some companies will catch up with technological developments in stone processing.